Advanced Gas Permeability Control Technology
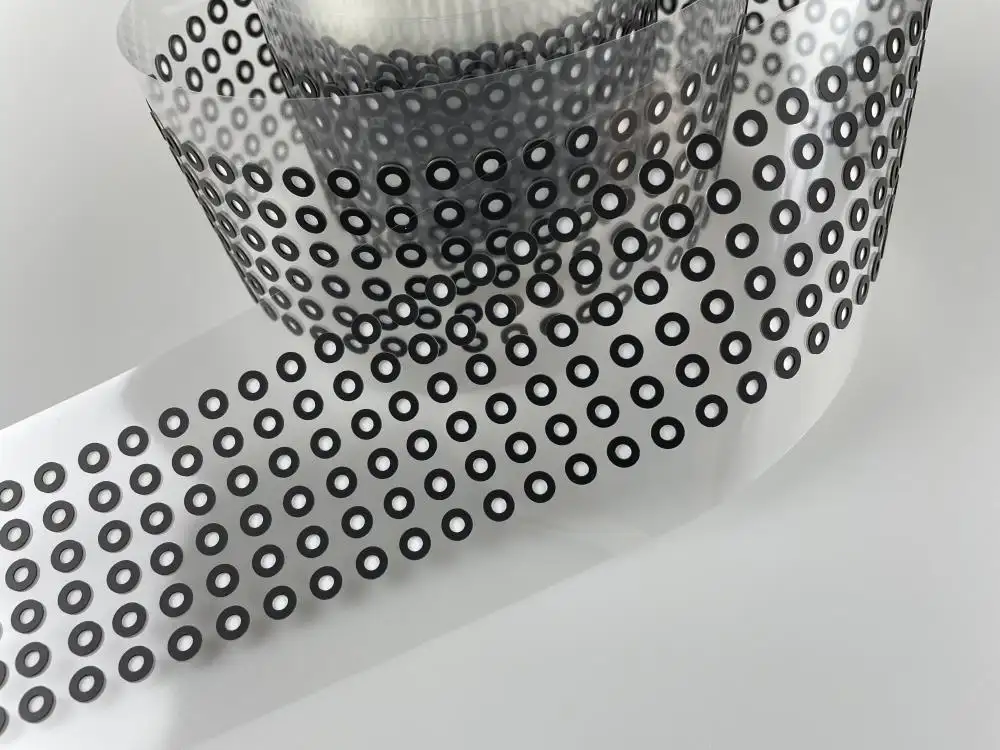
The microvent induction seal incorporates cutting-edge gas permeability control technology that revolutionizes how products interact with their storage environment. This sophisticated system utilizes precisely engineered microporous structures that allow selective molecular passage while maintaining robust barrier properties against harmful external elements. The technology employs advanced membrane science principles, creating controlled pathways for specific gas molecules based on their size, polarity, and chemical properties. Oxygen transmission rates can be precisely calibrated to match specific product requirements, ensuring optimal preservation conditions for diverse applications ranging from pharmaceuticals to food products. The microperforation patterns are created using laser technology with tolerances measured in micrometers, guaranteeing consistent performance across large production volumes. Each microvent induction seal undergoes rigorous quality testing to verify gas transmission characteristics, ensuring that permeability rates remain within specified parameters throughout the product lifecycle. The membrane materials used in construction resist degradation from environmental factors such as humidity, temperature variations, and UV exposure, maintaining their selective permeability properties over extended storage periods. This advanced control system prevents the accumulation of gases that could cause package deformation, product degradation, or safety concerns while simultaneously blocking the ingress of moisture, contaminants, and microorganisms. The technology accommodates products that generate gases during storage, such as fresh produce that continues respiration processes or chemical formulations that may off-gas during curing. Research and development efforts continue to refine the gas permeability characteristics, with ongoing innovations in polymer science and nanotechnology contributing to even more precise control capabilities. Manufacturing processes incorporate real-time monitoring systems that verify permeability rates during production, ensuring consistent quality and performance standards. The result is a packaging solution that actively manages the internal atmosphere while providing superior protection compared to traditional sealing methods.
 EN
EN
 AR
AR
 CS
CS
 FR
FR
 DE
DE
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RU
RU
 ES
ES
 ID
ID
 VI
VI
 TH
TH
 TR
TR
 MS
MS