Exceptional Chemical Resistance for Long-Term Durability
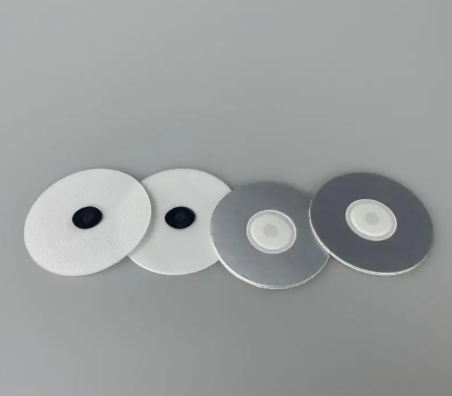
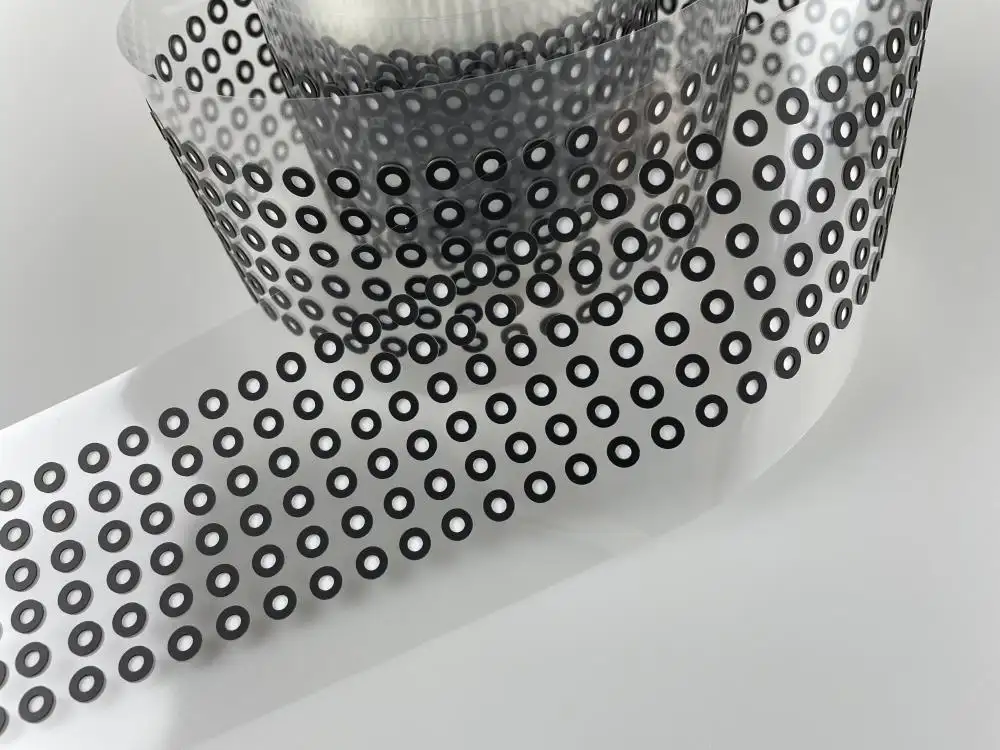
The hydrophobic membrane exhibits outstanding chemical resistance that ensures reliable performance in aggressive chemical environments where conventional materials fail. This exceptional durability stems from advanced polymer chemistry and specialized surface treatments that withstand exposure to acids, bases, organic solvents, and oxidizing agents. The membrane construction utilizes chemically inert materials that resist degradation, swelling, and dissolution under harsh operating conditions. Chemical processing industries particularly value this resistance, as it enables continuous operation in environments containing aggressive chemicals that would quickly destroy standard filtration materials. The hydrophobic membrane maintains structural integrity and performance characteristics even after prolonged exposure to concentrated acids with pH levels below 1 or caustic solutions exceeding pH 13. Organic solvent resistance allows the membrane to function effectively in pure solvent environments, including aromatic hydrocarbons, chlorinated compounds, and polar aprotic solvents. This chemical resistance translates into significantly extended operational lifespans, reducing replacement costs and minimizing production downtime. Pharmaceutical manufacturers benefit from this durability when processing compounds that require harsh cleaning protocols or operate in chemically aggressive synthesis environments. The membrane technology resists oxidative degradation that typically limits the lifespan of conventional materials, maintaining consistent performance in oxidizing atmospheres. Temperature stability complements chemical resistance, allowing operation at elevated temperatures while maintaining chemical immunity. Waste treatment applications leverage this chemical resistance for processing industrial effluents containing multiple contaminants and aggressive chemicals. The hydrophobic membrane withstands cleaning protocols using strong acids, bases, and oxidizing agents, enabling thorough sanitization without membrane damage. Long-term studies demonstrate consistent performance over thousands of operating hours in chemically challenging environments. Material compatibility extends to specialized applications in semiconductor manufacturing, where ultra-pure chemicals and aggressive cleaning agents are routine. The chemical resistance enables membrane reuse after contamination events, providing economic advantages over disposable alternatives. Quality testing protocols verify chemical resistance under accelerated aging conditions, ensuring reliable performance predictions for industrial applications. This exceptional chemical resistance positions the hydrophobic membrane as a superior choice for demanding applications where durability and reliability are paramount, offering customers confidence in their investment while reducing total cost of ownership through extended operational life and reduced maintenance requirements.
 EN
EN
 AR
AR
 CS
CS
 FR
FR
 DE
DE
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RU
RU
 ES
ES
 ID
ID
 VI
VI
 TH
TH
 TR
TR
 MS
MS