ptfe elektronik
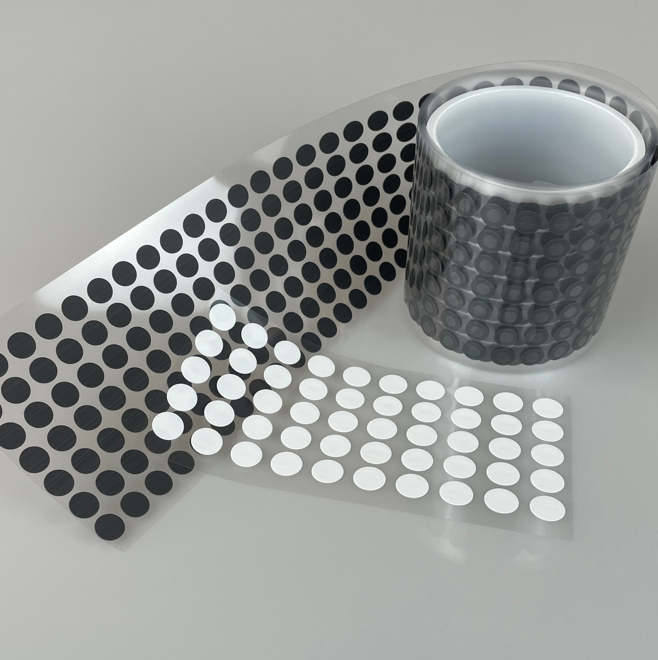
PTFE elektronikleri, çeşitli elektronik uygulamalar için birincil malzeme olarak politetrafluoroetileni kullanan elektrik bileşenleri teknolojisinde devrimci bir ilerlemeyi temsil eder. Bu uzman alan, PTFE'nin olağanüstü özelliklerini, zorlu ortamlarda üstünlük sağlayan bileşenler oluşturmak için en son elektronik mühendisliğiyle birleştirir. PTFE elektronikleri, kablolar, konektörler, devre kartları ve yüksek performanslı elektronik sistemler için özel olarak tasarlanmış yalıtım malzemeleri de dahil olmak üzere çok çeşitli ürünleri kapsar. PTFE elektroniklerinin ana işlevleri, üstün elektrik yalıtımını sağlamak, yüksek frekanslı uygulamalarda sinyal bütünlüğünü korumak ve aşırı sıcaklıklar, kimyasallar ve nem gibi çevresel faktörlere olağanüstü direnç sağlamaktır. Bu bileşenler telekomünikasyon, havacılık, tıbbi cihazlar ve endüstriyel otomasyon sistemlerinde kritik altyapı elemanları olarak hizmet verir. PTFE elektroniklerinin teknolojik özellikleri, düşük saçılma faktörleri ve geniş frekans aralıklarındaki istikrarlı elektrik özellikleriyle dikkat çekici dielektrik özelliklere sahip olan politetrafluoroetilenin benzersiz moleküler yapısından kaynaklanır. Bu malzeme, dışsal bir termal kararlılık gösterir, performansını bozmadan 260 derece Senceliyos'tan fazla kriyojenik sıcaklıklarda etkili bir şekilde çalışır. PTFE'nin reaktif olmayan doğası, PTFE elektroniklerinin agresif kimyasallara maruz kaldıklarında bütünlüklerini korumalarını sağlar ve bu da onları sert endüstriyel ortamlar için ideal hale getirir. Gelişmiş üretim teknikleri, malzeme kalınlığının, yoğunluğunun ve yüzey özelliklerinin kesin kontrolüne izin verir ve belirli elektronik uygulamalar için özelleştirmeyi sağlar. PTFE elektroniklerinin uygulamalar, güvenilirlik ve performansın en önemli olduğu birçok endüstride geçer. Havacılık uygulamalarında, bu bileşenler aşırı yükseklik koşullarında ve sıcaklık dalgalanmalarında tutarlı bir işlevi sağlar. Tıbbi ekipmanlar, biyolojik uyumlulukları ve sterilizasyon direnci için PTFE elektroniklerini kullanır. Yüksek hızlı dijital iletişimler, uzun mesafelerde sinyal kalitesini korumak için PTFE malzemelerinin düşük kayıp özelliklerine dayanır. Endüstriyel işleme ekipmanları, koroziv ortamlarda PTFE elektroniklerinin sağladığı kimyasal direnç ve termal istikrardan yararlanır.
 EN
EN
 AR
AR
 CS
CS
 FR
FR
 DE
DE
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RU
RU
 ES
ES
 ID
ID
 VI
VI
 TH
TH
 TR
TR
 MS
MS