membrana mems à prova d'água
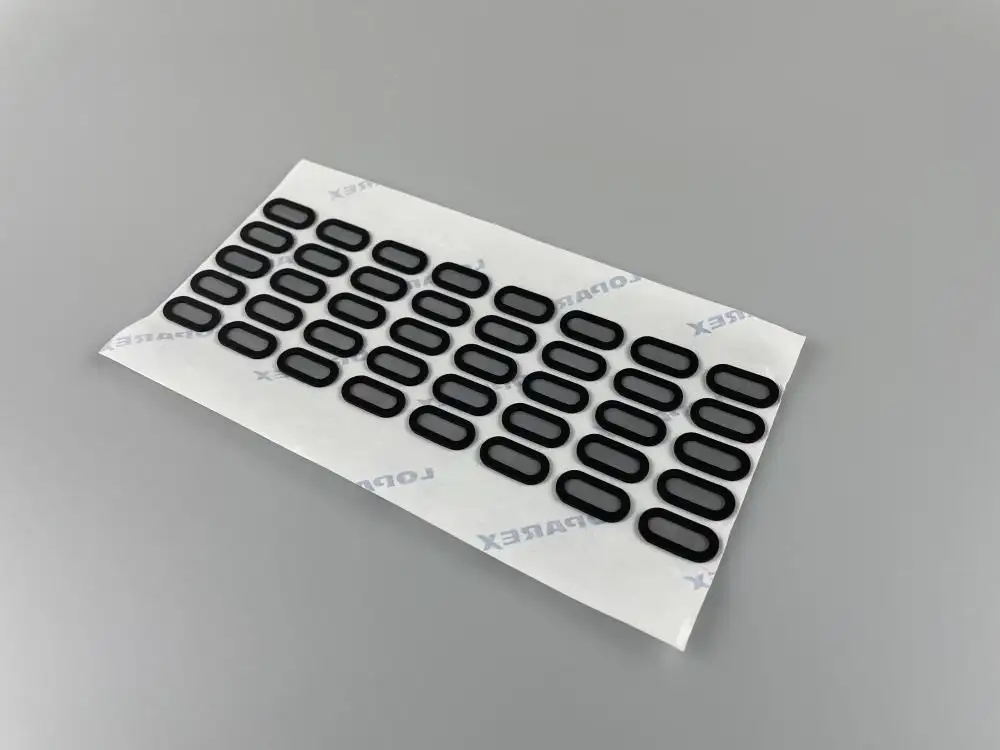
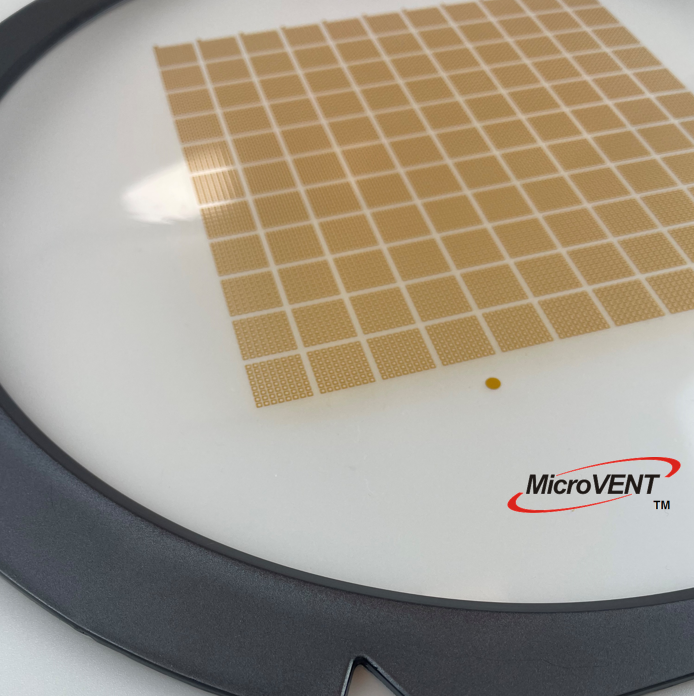
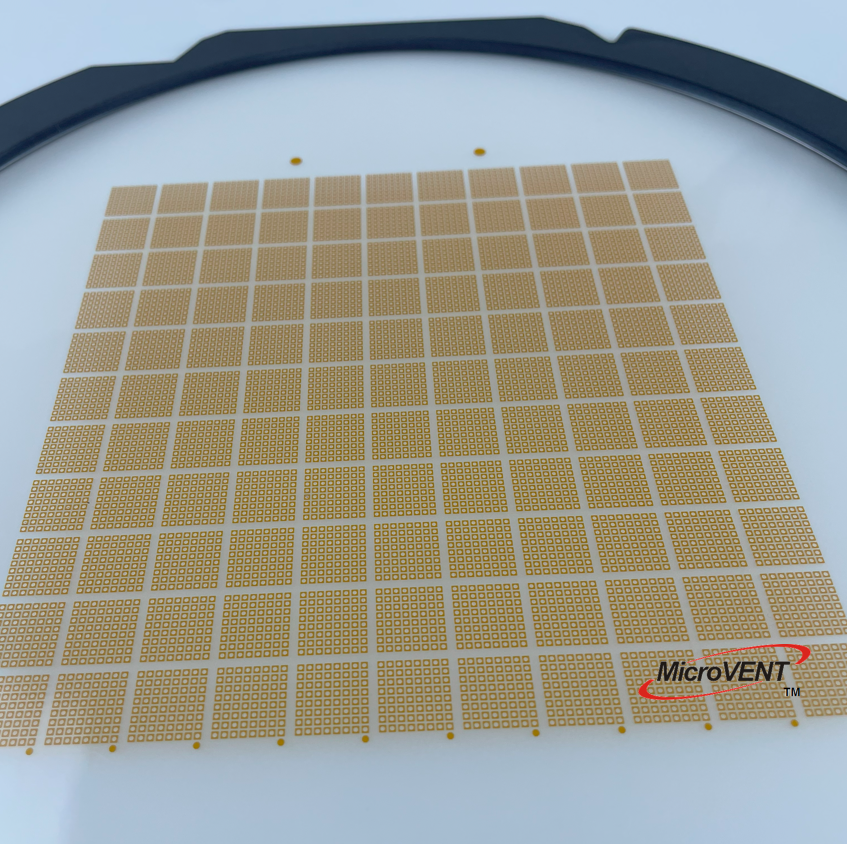
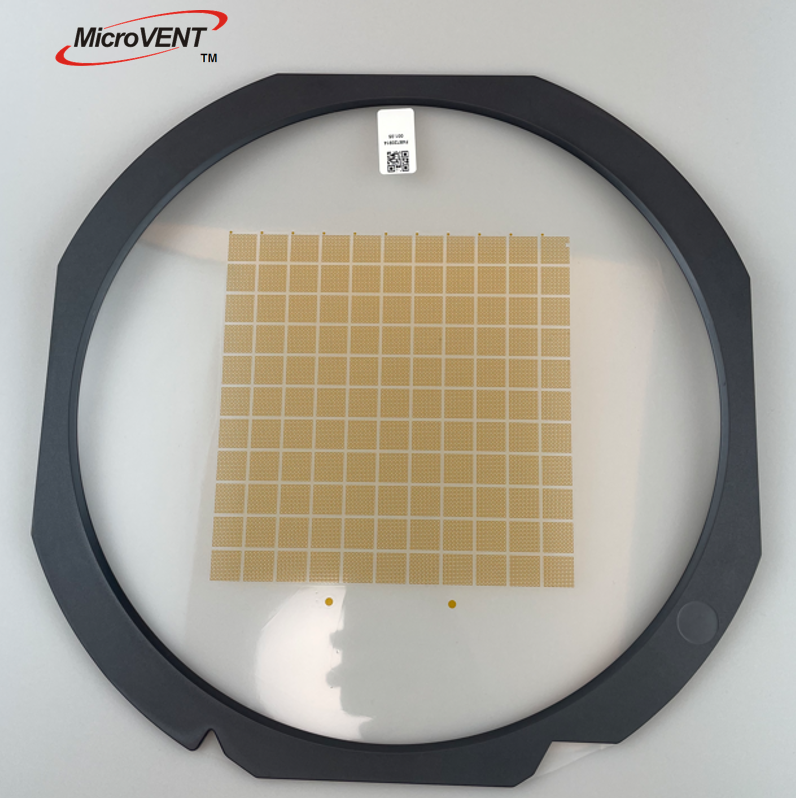
A membrana mems impermeável representa um avanço revolucionário na tecnologia de sistemas micro-eletromecânicos, projetada para oferecer proteção superior contra a infiltração de umidade, mantendo ao mesmo tempo o desempenho ideal do sensor. Esta solução inovadora de membrana incorpora engenharia avançada de materiais para criar uma barreira que bloqueia eficazmente a penetração de água sem comprometer o funcionamento de componentes eletrônicos sensíveis. A função principal desta membrana mems impermeável consiste em criar um selo protetor que permite a passagem de determinados parâmetros ambientais, ao mesmo tempo que impede que a umidade prejudicial atinja elementos críticos do sensor. Essa permeabilidade seletiva garante leituras precisas em condições ambientais desafiadoras, nas quais métodos tradicionais de proteção frequentemente falham. As características tecnológicas da membrana mems impermeável incluem uma construção multicamadas que combina materiais hidrofóbicos com microporos projetados com precisão. Esses microporos são cuidadosamente calibrados para permitir a passagem de moléculas de gás e variações de pressão, mantendo ao mesmo tempo uma barreira impenetrável contra moléculas de água líquida. A membrana utiliza uma química polimérica de ponta para alcançar suas propriedades impermeáveis, incorporando compostos fluorados que criam uma superfície repelente à água em nível molecular. Os processos de fabricação envolvem técnicas avançadas de litografia para garantir uma distribuição uniforme dos poros e espessura consistente em toda a superfície da membrana. A membrana mems impermeável possui amplas aplicações em diversos setores, incluindo sensores automotivos, equipamentos de monitoramento externo, instrumentação marinha, sistemas de controle de processos industriais e eletrônicos de consumo expostos a condições ambientais adversas. Em aplicações automotivas, essas membranas protegem sensores de pressão em sistemas de combustível, dispositivos de monitoramento de freios e sistemas de recirculação de gases de escape. Estações de monitoramento ambiental dependem de membranas mems impermeáveis para garantir a operação contínua de sensores de pressão atmosférica, detectores de umidade e dispositivos de medição da qualidade do ar, independentemente das condições climáticas. As aplicações industriais abrangem o monitoramento de processos em usinas químicas, instalações de processamento de alimentos e fabricação farmacêutica, onde a exposição a agentes de limpeza e umidade representa desafios significativos para a confiabilidade dos sensores.
 EN
EN
 AR
AR
 CS
CS
 FR
FR
 DE
DE
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RU
RU
 ES
ES
 ID
ID
 VI
VI
 TH
TH
 TR
TR
 MS
MS